 简体中文
简体中文


金属プレス加工 です 金型とプレスを使用して平らな金属板を特定の形状に変形する冷間成形プロセス 。この製造技術は、機械または油圧プレスを通じて高トン数の力を加えて、熱を加えずに金属を切断、曲げ、穴あけ、または成形するもので、自動車、エレクトロニクス、航空宇宙、家電業界全体で金属部品を大量生産するための最も効率的な方法の 1 つとなっています。
このプロセスでは、金属ブランクまたはコイルをパンチとダイセットの間に送り込み、プレス機で数千ポンドの圧力をかけて材料を希望の形状に変形させます。最新のプレス加工では、部品の複雑さに応じて、±0.001 インチという厳しい公差と 1 時間あたり 1,000 部品を超える生産速度を実現できます。
金属プレス装置のコアコンポーネント
スタンピングプロセスを理解するには、金属を精密に成形するために連携して機能する重要な機械や工具のコンポーネントに精通している必要があります。
プレス機械
プレス機は金属の変形に必要な力を与えます。 機械プレスはフライホイールのエネルギーを使用し、その力は 20 ~ 6,000 トンに及びます。 一方、油圧プレスは、深絞り加工に最適な、より制御された圧力分布を提供します。高速順送プレスは、単純な部品の場合、1 分あたり最大 1,500 ストロークを繰り返すことができます。
金型と工具
金型は、パンチ (上型) とダイ (下型) の 2 つの主要な部分で構成されます。これらのコンポーネント間のクリアランスは、通常、材料の厚さの 5% ~ 20% の範囲です。工具のコストは次のとおりです。 単純なブランキング金型の場合は 2,000 ドル、複雑な順送金型の場合は 500,000 ドル以上 ステーションは 20 個ありますが、この投資は数百万の部品にわたって償却されます。
材料供給システム
コイル供給システムは、金属板を正確な間隔でプレス内に自動的に送ります。サーボフィーダは、±0.025mm 以内の位置決め精度を提供します。これは、マルチステーション順送ダイのアライメントを維持するために重要です。
一次金属プレス加工業務
金属スタンピングには、特定の成形要件に合わせて設計されたいくつかの異なる操作が含まれます。メーカーは多くの場合、単一のプレス サイクルで複数の操作を組み合わせます。
| 操作の種類 | 説明 | 代表的な用途 | 材料廃棄物 |
|---|---|---|---|
| ブランキング | シートメタルからパーツの輪郭を切り出します | ワッシャー、ガスケット、ブラケット | 10-40% |
| ピアス | 金属に穴を開ける | 電気筐体、パネル | 5~15% |
| 曲げ | 直線に沿って角度を形成します | ブラケット、シャーシコンポーネント | 0-5% |
| 図面 | 金属をキャビティ内に引き込んで深さを形成します | 缶、シンク、自動車パネル | 5~20% |
| コイニング | 金属を圧縮して細部を作成します | 硬貨、宝石、精密部品 | 0-3% |
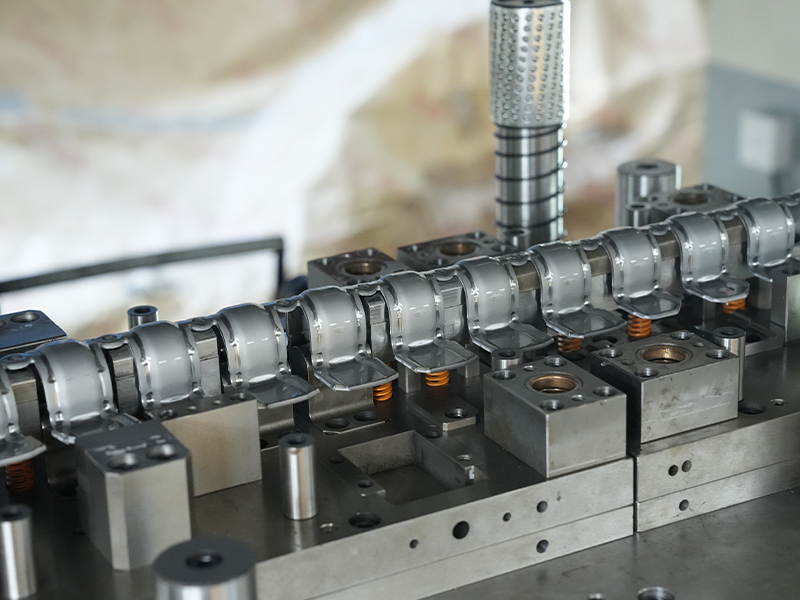
順送金型スタンピング
この高度な方法では、単一のダイ内の複数のステーションに金属ストリップを供給し、各ステーションで異なる操作を実行します。 一般的な自動車用コネクタは 15 ~ 25 のステーションを通過する可能性があります 、ブランキング、穴あけ、成形、曲げを 1 つの連続したシーケンスで完了します。このアプローチにより、小型コンポーネントの場合、毎分 200 ~ 1,500 部品の生産速度が達成されます。
トランスファー金型スタンピング
大型部品の場合、搬送システムはブランクを別々のプレスステーション間で機械的に移動させます。この方法は直径 2 メートルまでの部品を処理し、1 つのドア パネルに 4 ~ 6 回の個別の成形作業が必要となる自動車のボディ パネルの製造では一般的です。
スタンピングに適した材質
材料の選択は、工具寿命、部品の品質、生産コストに直接影響します。スタンピングプロセスでは、それぞれ特有の成形特性を持つさまざまな金属に対応します。
- 低炭素鋼: 最も一般的なスタンピング材料は、厚さ 0.5 ~ 3.0 mm で優れた成形性と溶接性を備えており、コストは 1 キログラムあたり約 0.80 ~ 1.20 ドルです。
- ステンレス鋼: グレード 304 および 316 は耐食性を備えていますが、引張強度が高いため、炭素鋼よりも 25 ~ 40% 多くのトン数が必要です。
- アルミニウム合金: 3003 および 5052 合金は軽量用途に人気があり、構造の完全性を維持しながら鋼鉄と比較して部品重量を 60% 削減します。
- 銅と真鍮: 導電性により電気部品に優れており、通常は特殊な潤滑剤を使用して 0.3 ~ 2.0 mm の厚さにプレス加工されます。
- 高張力鋼: 引張強度が 1,000 MPa を超える先進的高張力鋼 (AHSS) により、自動車構造の軽量化が可能になりますが、金型の摩耗が 30 ~ 50% 加速されます
材料の厚さは一般に、薄い電子部品の場合は 0.1 mm から、頑丈な構造部品の場合は 6 mm までの範囲になります。材料が厚くなると、指数関数的に大きなプレストン数が必要になります。材料の特性によっては、厚さが 2 倍になると 4 ~ 8 倍の力が必要になる場合があります。
段階的なスタンピングプロセスのワークフロー
一般的な金属スタンピング プロジェクトは、設計から完成部品までの構造化されたシーケンスに従い、各段階で品質チェックポイントが設けられます。
- 設計とエンジニアリング: CAD モデルは、絞り比、曲げ半径、マテリアル フローなどのスタンパビリティについて分析されます。 DFM (製造向け設計) レビューにより、ツールへの投資前に潜在的な問題を特定します
- ツールの設計と製作: 金型の設計には複雑さに応じて 2 ~ 8 週間かかり、その後工具鋼コンポーネントの精密機械加工と熱処理に 4 ~ 16 週間かかります。
- 材料の準備: コイルは必要な幅(公差±0.5mm)にスリットされ、エッジは供給時の傷を防ぐためにバリ取りされています。
- 金型のセットアップと試行: 最初の実行では、部品の寸法、表面品質、プロセスパラメータを検証します。調整によりトン数、送り長さ、タイミングを最適化します。
- 生産スタンピング: インライン センサーを使用した自動生産実行により、重要度に応じて 50 ~ 500 サイクルごとに部品の寸法を監視します
- 二次的な操作: バリ取り、洗浄、熱処理を行い、部品を組み立てる準備をします。一部のコンポーネントでは次のことが必要です タッピング、溶接、コーティングなどの追加作業
- 品質検査: CMM (座標測定機) 検証、目視検査、機能テストにより、部品が通常 1.67 を超える Cpk 値で仕様を満たしていることを確認します。
金属スタンピングの利点と限界
金属スタンピングは大量生産に明確な利点をもたらしますが、プロセスの選択に影響を与える特定の制約も存在します。
主な利点
- 高い生産速度: シンプルな部品で 1 秒未満のサイクルタイムを実現し、単一のプレスラインから年間 5,000 万個を超える生産量を実現
- 部品あたりのコストが低い: 工具が 100,000 ユニットを超えて償却されると、サイズと複雑さに応じて部品コストが 0.05 ドルから 2.00 ドルに下がる可能性があります
- 優れた再現性: 自動スタンピングにより、数百万の部品にわたって寸法の一貫性が ±0.05mm 以内に維持されます。
- 材料効率: ネスティング最適化ソフトウェアは、材料利用率が 70 ~ 90% になるように部品を配置し、スクラップは工場にリサイクルされます。
- 強化された機械的特性: スタンピング中の冷間加工により、加工硬化により材料強度が 20 ~ 30% 増加します。
主な制限事項
- 多額の初期投資投資: 複雑な順送金型のコストは 100,000 ~ 500,000 ドルになる可能性があり、経済的に実現するには 50,000 個の生産量が必要です
- 設計上の制約: 亀裂を防ぐために、最小曲げ半径は材料の厚さの 1 ~ 2 倍にする必要があります。通常、肉厚は部品全体で一定に保たれます
- 幾何学的複雑性が制限されている: 深絞りは、単一操作の場合、深さと直径の比率が 0.75:1 に制限されます。複雑な 3D 形状には複数のプレス段階が必要になる場合があります
- 材料のスプリングバック: 成形後の弾性回復には、材料特性に応じて 2 ~ 15 度の過剰曲げが必要となり、金型設計が複雑になります
業界での応用例と実際の例
金属スタンピングの多用途性により、各業界の要件に合わせて最適化された特定のプロセスを備えた金属スタンピングは、さまざまな製造分野で不可欠なものとなっています。
自動車製造
典型的な車両を構成する 500 を超えるプレス部品 、構造ボディパネルから小さなブラケットまで。 1 枚の自動車ドアのアウター パネルには、400 ~ 800 トンのプレスと 4 ~ 6 つの成形ステージが必要です。この業界は世界中のプレス金属部品の約 60% を消費しており、自動車プレスの年間市場は 2024 年に 950 億ドルに達します。
電子機器および家電製品
精密スタンピングにより、公差±0.025mmのコネクタ端子、ヒートシンク、シールドコンポーネントが製造されます。スマートフォンには、SIM トレイ、カメラ ベゼル、内部シールドなど、30 ~ 50 個の刻印された金属部品が含まれている場合があります。高速順送金型は、小型電子部品の場合、毎分 600 ~ 1,200 ストロークで動作します。
航空宇宙産業
航空機の構造部品では、アルミニウムやチタン合金からのブラケット、クリップ、パネル補強材にプレス加工が使用されています。航空宇宙スタンピングには厳密な文書化が必要です。 材料認証やプロセスパラメータを含むすべての部品に必要な完全なトレーサビリティ 。最初の製品検査には 100 回の寸法チェックが含まれる場合があります。
医療機器
外科用器具、インプラント コンポーネント、およびデバイスのハウジングは、ステンレス鋼とチタンから打ち抜かれます。医療用スタンピングは、検証されたプロセスと重要な寸法の 100% 検査を備えた ISO 13485 認定施設で運営されています。通常、100 万分の 1 (PPM) の欠陥率は 100 未満にとどまります。
コスト要因と経済的考慮事項
スタンピングの経済学を理解することは、メーカーがレーザー切断、機械加工、鋳造などの代替方法と比較して、このプロセスがいつ最適な価値を提供するかを判断するのに役立ちます。
工具投資の内訳
ツールのコストは、複雑さと生産要件に応じて大きく異なります。
- シンプルなブランキングダイ (単一キャビティ): $2,000-$8,000
- 複合ダイ (複数の操作、単一ステーション): 15,000 ドル~50,000 ドル
- 順送ダイ (8 ~ 12 ステーション): $80,000 ~ $200,000
- 複雑な順送ダイ (20 ステーション): 250,000 ドル~500,000 ドル
損益分岐点分析
適度に複雑な部品の場合、スタンピング加工は通常、生産量がそれを超えるとコスト効率が高くなります。 10,000~50,000台 。 100,000 ドルのツールがその耐用期間中に 500 万個の部品を生産する場合、部品あたり 0.02 ドルしか追加されませんが、材料とプレス時間によって部品あたり 0.50 ドルから 2.00 ドルが追加される可能性があります。レーザー切断などの競合プロセスは、セットアップコストは低くなりますが、同様のコンポーネントの場合、部品あたりのコストは 3 ~ 8 ドルと高くなります。
工具の寿命とメンテナンス
適切にメンテナンスされたスタンピング金型では、通常、研ぎや修理が必要になるまでに 50 万から 500 万個の部品が生産されます。ステンレス鋼などの研磨材の金型は、100,000 ~ 300,000 回のヒットごとに研ぐ必要がある場合があります。予防メンテナンスのコストは、元のツールのコストの年間約 5 ~ 10% かかります。
品質管理と検査方法
大量のスタンピング作業で一貫した品質を維持するには、包括的な監視システムと統計的プロセス制御が必要です。
プロセス中の監視
最新のスタンピング ラインには、以下を検出するセンサーが組み込まれています。
- トン数の監視: プレス力の偏差が±5%を超えると自動シャットダウンが行われ、部品の欠陥や金型の損傷を防ぎます。
- 部品検出: ビジョンシステムは部品の存在と方向を検証し、ダブルブランクやミスフィードを排除します
- 寸法測定: レーザーマイクロメーターは重要な特徴を50~500サイクルごとに±0.01mmの精度でチェックします
統計的プロセス制御
SPC 技術は、時間の経過とともにプロセス能力を追跡します。 1.67 以上の目標 Cpk 値により、重要な特性の不良率が 1 PPM 未満になることが保証されます。管理図は部品が仕様限界を超える前に傾向を特定し、プロアクティブな金型調整を可能にします。
最終検査手順
重要度に応じて、重要でない機能の AQL 1.0 (640 PPM 許容) から安全性が重要なコンポーネントの 100% 自動検査まで、部品のサンプリング計画が実施されます。 CMM 検証では、最初の製品および定期検証用に 30 ~ 100 個の測定点を含む寸法レポートが提供されます。
金属プレス技術の今後の動向
新しいテクノロジーは従来のプレス加工を変革し、効率、精度、柔軟性を向上させています。
サーボプレス技術
サーボ駆動プレスは、従来のフライホイール機構をプログラム可能な動作プロファイルに置き換えます。これにより、 ストローク中のスライド速度調整により、成形時間を 20 ~ 40% 短縮します。 同時にマテリアルフロー制御を改善します。また、サーボ プレスは同等の機械式プレスと比べて、エネルギー消費量が 30 ~ 50% 少なくなります。
ホットスタンピングと温間成形
スタンピング前に材料を500~950℃に加熱することで、スプリングバックを最小限に抑えた超高張力鋼(1,500MPa)の成形が可能です。このプロセスにより、衝突性能を維持しながら 30% 軽量化された自動車構造コンポーネントが作成されます。ホットスタンピングには、成形中に部品を急冷するための統合された冷却チャネルを備えた特殊な金型が必要です。
デジタルツインとシミュレーション
高度な FEA (有限要素解析) ソフトウェアは、物理的なツールを構築する前に、材料の流れをシミュレートし、しわ、裂け目、スプリングバックを予測します。デジタル ツイン テクノロジーにより、ダイのトライアウトの繰り返しが 40 ~ 60% 削減され、市場投入までの時間が短縮され、プロジェクトあたりの開発コストが 50,000 ~ 200,000 ドル削減されます。
人工知能の統合
AI アルゴリズムはリアルタイムのセンサー データを分析し、工具の摩耗を予測し、プレス パラメーターを最適化し、品質の偏差を検出します。過去の生産データに基づいてトレーニングされた機械学習モデルは、早期の異常検出と自動化されたプロセス調整により、スクラップ率を 15 ~ 25% 削減できます。











