 简体中文
简体中文


ハードウェアのプレス部品は現代の製造の中核です。車のドア内のブラケットから産業用リレー内の端子に至るまで、これらの小型精密コンポーネントは、多くの場合、エンド ユーザーが気付かないうちに、複雑なアセンブリを確実に機能させ続けます。 2010 年以来、金属プレス部品を製造しているメーカーとして、当社はハードウェア プレス部品が実際にどのようなものであるか、どのように製造されるか、調達する際に何に注意すべきかについて、明確で実践的なイメージを提供したいと考えています。
ハードウェアスタンピング部品とは何ですか?
ハードウェア スタンピング部品は、機械式または油圧プレスを使用して金型を通して金属板をプレス、パンチング、曲げ、または絞り加工することによって製造される金属コンポーネントです。このプロセスは金属スタンピングまたはプレス成形として知られています。材料を除去して形状を作成する機械加工とは異なり、スタンピングは材料を切り取らずに再形成する成形プロセスであり、大規模な場合の無駄とコストを大幅に削減します。
「ハードウェアプレス部品」という用語は、非常に広範囲のコンポーネントをカバーします。代表的な短いリストには次のものが含まれます。
- 自動車の車体組立に使用されるブラケット、クリップ、取付板
- 家庭用電化製品の電気端子、コネクタ、シールド カバー
- 医療機器の手術器具ハウジングおよびインプラント隣接コンポーネント
- 産業機械の筐体、ヒートシンク、構造フレーム
- ハードウェアおよび建設製品のヒンジ、ファスナー、スプリング、ワッシャー
これらすべてのコンポーネントに共通するのは、厳密な寸法の一貫性、表面の完全性、および再現可能な品質レベルで大量生産できる能力に対する要件です。
コアスタンピングプロセスの説明
関連する基本的な操作を理解すると、サプライヤーとより効果的にコミュニケーションをとり、見積もりをより正確に評価することができます。ほとんどのハードウェア スタンピング部品は、次の 1 つ以上の操作を通じて製造されます。
ブランキングとパンチング
パンチは、シートメタルをダイに押し込み、平らな形状を分離したり (ブランキング)、穴を作成したり (パンチング) します。これらは通常、複数段階のプロセスの最初の操作です。ここでの寸法精度は、すべての下流工程が公差内に収まるかどうかを決定します。
曲げ加工
曲げると直線軸に沿って力が加えられ、角度のあるフィーチャが作成されます。成形とは、エンボス加工、コイニング、カーリングなど、材料を除去せずにシートの輪郭を変更する操作を指す広義の用語です。 スプリングバック (成形後に金属が部分的に元の形状に戻る傾向)は、寸法誤差の最も一般的な原因の 1 つです。経験豊富な工具メーカーは、最初から金型設計でこれを考慮します。
深絞り加工
深絞りでは、平らなブランクを金型キャビティに引き込み、中空の 3 次元形状を作成します。代表的な製品としては、カップ、缶、エンクロージャ、ハウジングなどがあります。深さと直径の比 (絞り比と呼ばれる) によって、部品を 1 回の絞りで成形できるか、複数の縮小段階が必要かが決まります。ほとんどの材料では、亀裂が発生することなく、1 段階あたりおよそ 1.5 ~ 2.0 の延伸比が可能です。
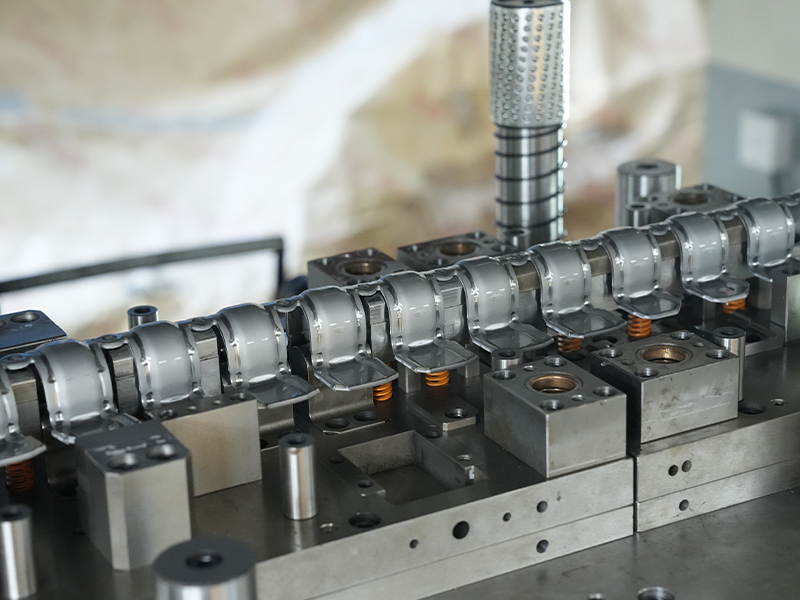
順送金型スタンピング
順送金型ツーリングは、単一の金型セット内の連続するステーションで、ブランキング、穴あけ、曲げ、成形などの複数の操作を実行します。金属のコイルが自動的に送られ、プレス ストロークごとに 1 ステップ進みます。 順送金型は、大量のハードウェア スタンピング部品の標準的な選択肢です なぜなら、複数の操作を 1 つのサイクルに組み合わせて、処理時間と部品あたりのコストを削減できるからです。 1 分あたり 100 ~ 400 ストロークのサイクル速度が一般的です。
トランスファー金型スタンピング
部品が大きすぎるか複雑すぎて、プロセス全体を通じてキャリア ストリップに接続したままにできない場合、部品は早期に分離され、ステーション間で機械的に搬送されます。トランスファ ダイは、作業の合間にブランクを再配置したり裏返したりする必要がある自動車のボディ パネルなどの大型構造部品に適しています。
材料の選択: 用途に合わせた金属
材料の選択は、スタンピングプロジェクトにおいて最も重要な決定事項の 1 つです。材料が間違っていると、工具の摩耗、成形性の低下、機械的特性の不足、または不必要なコストが発生する可能性があります。以下は、ハードウェア スタンピング部品に使用される最も一般的な材料の実際の比較です。
| 材質 | 主要なプロパティ | 代表的な用途 | 考慮事項 |
|---|---|---|---|
| 炭素鋼(SPCC/DC01) | 高強度、低コスト、良好な成形性 | 構造ブラケット、機械フレーム、エンクロージャ | 腐食に耐えるためのコーティングまたはメッキが必要です |
| ステンレス鋼(304・316) | 耐食性に優れ、加工硬化後の硬度が高い | 医療機器、食品機器、船舶用金物 | 工具の摩耗が増加します。スプリングバックは慎重に補正する必要があります |
| アルミニウム (1xxx / 5xxx / 6xxx) | 軽量、耐食性、良好な熱伝導性 | 自動車の軽量化、電子機器のヒートシンク、航空宇宙 | 鋼よりも強度が低い。合金の選択は重要です |
| 銅・銅合金 | 優れた電気伝導性と熱伝導性、延性 | 電気端子、コネクタ、バスバー | 材料費が高くなる。保管時に必要な酸化管理 |
| 亜鉛・亜鉛合金 | 優れた成形性、自然な腐食バリア、低コスト | 装飾金物、自動車トリム、消費財 | 機械的強度は鋼よりも低い。耐荷重部品には適していません |
Dingjia では、あらゆる種類の鉄および非鉄材料を取り扱っています。私たちの ハードウェアスタンピング部品の製品範囲 ステンレス鋼、炭素鋼、アルミニウム、銅、銅ベースのメッキ、亜鉛合金スタンピングをカバーしており、材料要件に関係なく、顧客に単一ソースのオプションを提供します。
知っておくべき公差と寸法規格
公差要件は、工具コスト、サイクル タイム、およびスクラップ率に直接影響します。見積もりを依頼する前に、何が実現可能で、何がコストを増加させるのかを理解しておく価値があります。
- 市販の標準公差 打ち抜き板金部品の直線寸法は、材料の厚さと形状の複雑さに応じて、通常 ±0.1 mm ~ ±0.3 mm です。
- 精密順送金型プレス 適切なダイのクリアランス管理と定期的なダイのメンテナンスにより、パンチ穴とブランキングエッジで ±0.02 mm ~ ±0.05 mm を保持できます。
- 曲げ角度の許容差は一般的に次のように保たれます。 ±1° 標準条件下では±0.5°、精密用途では±0.5°。
- 特に自動組立てに使用される部品の場合、平面度と直角度の要件は、仮定ではなく図面に明確に記載する必要があります。
アプリケーションが実際に必要とするよりも厳しい公差を指定することは、購入者が誤って部品コストを上昇させる最も一般的な方法の 1 つです。設計チームが不確かな場合は、ツールの承認前にサプライヤーと DFM (製造容易性設計) レビューを行うことで、後から費用のかかる修正を防ぐことができます。
ハードウェアスタンピング部品の表面仕上げオプション
生のプレス加工された金属表面がハードウェア部品の最終状態になることはほとんどありません。表面処理には、腐食防止、美観の向上、および機能の変更 (硬度の向上や電気接触の改善など) という 3 つの主な目的があります。最も一般的な仕上げオプションは次のとおりです。
- 電気めっき – 部品の表面に薄い金属層(亜鉛、ニッケル、クロム、錫、金)を堆積させ、腐食防止と外観を向上させます。厚さは通常 5 ~ 25 μm です。
- 粉体塗装 – ポリマーパウダーを静電的に塗布し、オーブンで硬化させます。耐久性があり、厚さ 60 ~ 100 μm の均一なコーティングを提供します。炭素鋼構造部品によく見られます。
- 陽極酸化処理 – 緻密で一体的な酸化物層を成長させる、アルミニウム専用の電気化学プロセス。タイプ II 陽極酸化処理では 5 ~ 25 µm が得られます。タイプ III (硬質陽極酸化処理) では、25 ~ 150 μm の非常に高い硬度が得られます。
- 不動態化 – 表面から遊離鉄を除去し、材料本来の耐食性を最大化するステンレス鋼の化学処理。一般に医療および食品グレードの部品に指定されています。
- リン酸塩処理塗料 – 鋼製自動車部品の一般的な 2 段階プロセス: リン酸鉄またはリン酸亜鉛化成皮膜は、後続の塗装のベースとして接着性と耐食性を提供します。
- 研磨・バリ取り – 振動またはバレル仕上げにより、打ち抜き加工からバリや鋭利なエッジが除去されます。これは、手、ケーブル、またはシール部品と接触する部品には不可欠です。
適切な仕上げの選択は、動作環境、規制要件 (電子部品には RoHS 準拠が要求されることが多い)、および組み立てプロセスによって異なります。サプライヤーに最終使用条件を早めに知らせてください。仕上げと同様に材料の選択にも影響します。
主要産業とプレス部品に求められるもの
ハードウェアプレス部品は汎用品ではありません。各業界には、特定の技術的および規制上の要求があり、メーカーは最初の金型を切断する前にこれらの要求を理解しておく必要があります。
自動車
自動車 stamping parts must meet tight dimensional tolerances because they are integrated into automated assembly lines where even a 0.2 mm deviation can cause fit failures. IATF 16949 品質システム認証は、Tier 1 および Tier 2 自動車サプライヤーにとって事実上必須です。材料トレーサビリティ、PPAP (製造部品承認プロセス) 文書化、および機能耐久性テストが標準要件です。私たちの 自動車鋼板プレス部品 IATF 16949認定の品質管理の下で生産されています。
エレクトロニクスおよび電気
電子機器の端子、コネクタ、シールド、および接点スプリングには、一貫した接触力、正確な形状、および信頼性の高いめっき接着力が必要です。 銅及び銅合金プレス部品 導電性により、このセグメントを支配します。銅の上に錫または金メッキを施すのが、腐食のない嵌合面の標準です。コネクタ用途では、±0.01 ~ 0.05 mm のマイクロスタンピング公差が一般的です。
医療機器
医療用スタンピング部品には、生体適合性、繰り返しの滅菌サイクルに対する耐性、材料ロットの完全なトレーサビリティが求められます。 316Lステンレス鋼 塩水および化学環境における優れた耐食性により、最も頻繁に指定される材料です。 ISO 13485 品質管理認証は、医療 OEM からの基本的な期待です。
産業機械
産業機器の構造ブラケット、ハウジング パネル、および機構コンポーネントは、長い耐用年数よりも耐荷重能力と寸法安定性を優先します。高強度炭素鋼と構造用アルミニウム合金が一般的な選択肢です。多くの場合、スタンピングに続いて溶接またはリベット留め作業が行われるため、一貫したブランク寸法とエッジ品質は下流の接合品質に直接影響します。
工具: 長期的な部品コストを決定する投資
金型 (またはツール) はスタンピング プロジェクトにおける主要な資本投資であり、ツールの経済学を理解することは、より適切な調達決定を下すのに役立ちます。
小さなブラケット用の単純な単一操作ダイの費用は、3,000 ~ 8,000 ドルかかる場合があります。複雑なコネクタ コンポーネント用のマルチステーション順送ダイの価格は、ステーションの数、材料、必要な公差に応じて、50,000 ドルから 150,000 ドル以上に達する場合があります。ただし、その前払いコストは本番稼働全体で償却されます。 部品数が 50,000 ~ 100,000 個を超える場合、スタンピングは通常、金属成形プロセスの中で部品あたりのコストが最も低くなります。
工具に関してサプライヤーに尋ねるべき主な質問:
- 金型の定格寿命(大規模なメンテナンスが必要になるまでのストローク数)はどれくらいですか?
- 工具の所有者は誰ですか? サプライヤーを変更した場合、工具はどうなりますか?
- 工具のメンテナンススケジュールはどうなっていますか?定期的な研ぎの費用は誰が負担しますか?
- 設計がわずかに変更された場合、または新しいツールが必要な場合、同じダイセットを変更できますか?
ツールを外部委託するサプライヤーよりも、社内に金型設計とメンテナンス機能を備えたサプライヤーは、通常、最初のサンプルのリードタイムが短縮され、ツールの品質と寿命をより正確に制御できます。
ハードウェアスタンピングの品質管理: 厳格なプロセスとはどのようなものなのか
寸法精度だけでは部品の品質は決まりません。プレス加工されたハードウェア部品の堅牢な品質管理システムは、生産フロー全体をカバーします。
- 入荷検査 – コイルが生産に入る前に、材料証明書を確認し、機械的特性と厚さをサンプリングします。
- 初品検査(FAI) – 大量生産を開始する前に、最初の生産サンプルをエンジニアリング図面と照合して完全な寸法で検証します。
- 工程内SPC(統計的工程管理) – 生産中に定義された間隔で部品をサンプリングし、管理図で重要な寸法を追跡して、欠陥のある部品が生成される前にドリフトを把握します。
- 三次元測定機 (CMM) の検査 – 厳しい公差の特徴については、CMM 測定によりオペレーターの主観が排除され、文書化された寸法レポートが提供されます。
- 表面および目視検査 – 規定の照明条件下でのバリ、亀裂、傷、メッキ欠陥、その他の表面異常の有無を確認します。
- 出荷品質管理 (OQC) – 出荷前の最終的な AQL ベースのサンプリング検査。検査レポートは顧客に提供されます。
開催します IATF16949認証 ツァイスの座標測定器と半自動三次元測定機を備えた高品質のラボを運営しています。規制産業のお客様には、出荷ごとに完全な検査記録と材料トレーサビリティ文書を提供できます。
ハードウェアスタンピング部品サプライヤーを評価する方法
適切なメーカーを選択することは、適切な設計を行うことと同じくらい重要です。ここでは、実際に長期的な供給の信頼性を高める基準に基づいた実用的な評価フレームワークを示します。
| 基準 | 何を探すべきか | レッドフラッグ |
|---|---|---|
| ツーリング機能 | 社内の金型設計およびメンテナンスチーム | すべてのツールは外部委託されています。限定的な DFM サポート |
| プレス設備 | トン数の範囲 (部品の厚さをカバーします)。最新の CNC 制御プレス | 印刷機のサイズは 1 つまたは 2 つだけです。保守記録のない老朽化した機器 |
| 品質認証 | IATF 16949 (自動車)、ISO 9001、ISO 13485 (医療) | 認定がない、または認定が最近更新されていない |
| 検査装置 | CMM、光学コンパレータ、硬度計を現場に設置 | 精密な機能を得るためにのみ手動ゲージに依存する |
| 材質 Breadth | 鉄・非鉄材料を自社で取り扱う | 1 つのマテリアル ファミリのみに特化します。将来の設計変更には対応できません |
| コミュニケーション | 技術的な質問に対応します。 DFM フィードバックについて積極的 | 反応が遅い。寸法保証へのコミットを回避します |
当社は工場監査を歓迎しており、将来のお客様に当社の生産プロセス、工具室、品質研究所を喜んでご案内します。認定段階での透明性は、双方に利益をもたらす長期的な供給関係を構築するための最良の方法です。
スタンピングプロジェクトを最大限に活用する: 実践的なヒント
自動車、エレクトロニクス、医療業界の顧客と 15 年以上協力してきた結果、一貫してより良い結果につながる実践方法は次のとおりです。
- 年間の取引量予測を共有する 早い。おおよその数字 (例: 200,000 個/年) であっても、プログレッシブ ツーリング、トランスファー ツーリング、または複合ツーリングが経済的に合理的であるかどうかが決まり、それは要求されるツーリングへの投資に直接影響します。
- 実際に検査する公差のみを指定してください。 受入検査で寸法がチェックされない場合、サプライヤーに寸法の±0.02 mm を要求しても意味がありません。メリットのない、より厳格なプロセスにお金を払っているだけです。
- ツールの承認前に DFM レビューをリクエストしてください。 鋭利な内側コーナーに半径を追加する、穴からエッジまでの距離を調整する、またはベンドリリーフを変更するなど、小さな変更を行うだけで、設計上のペナルティなしで工具の摩耗を大幅に軽減し、部品の一貫性を向上させることができます。
- 可能であれば、スタンピングのサプライヤーを統合します。 幅広い材料能力を持つメーカーを使用することは、認定プロセスが減り、管理する工具のスタイルが減り、需要の高い時期の優先スケジュールをより強力に活用できることを意味します。
- 工具を切断する前に表面仕上げを計画します。 一部の仕上げプロセス (重亜鉛めっきなど) では、寸法の増加が追加されるため、後から改造するのではなく、最初から部品の形状に織り込む必要があります。
ハードウェアスタンピングの専門メーカーと提携する理由
ハードウェアのスタンピングは、外から見ると一見シンプルに見えます。プレスが降りてきて、形が出来上がります。実際には、高品質のスタンピング作業には、正確な金型エンジニアリング、材料科学の知識、プロセス制御の規律、工具の摩耗への迅速な対応が必要です。平凡なサプライヤーと有能なサプライヤーとの差は、1 個あたりの価格だけでなく、スクラップ率、組立ラインの適合性チェック、保証請求にも現れます。
Changzhou Dingjia Metal Technology Co., Ltd. は、2010 年以来、精密ハードウェア スタンピング部品を製造してきました。 6,900㎡の施設 常州市武進区の56人の経験豊富な技術者チームと24台のパンチングマシンで、 月間プレス能力500トン 。当社の生産は鉄材料と非鉄材料の両方をカバーしており、当社の部品は世界中の自動車、エレクトロニクス、医療機械分野の顧客にサービスを提供しています。
ハードウェア スタンピング部品を調達していて、製品ライフサイクル全体をサポートする豊富な金型、高品質のインフラストラクチャ、および材料範囲を備えたメーカーをお求めの場合は、ぜひ当社の製品を検討してください。 ハードウェアスタンピング部品の全範囲 または、プロジェクトの要件について話し合うために直接お問い合わせください。











