 简体中文
简体中文


表面損傷の根本原因を理解する
傷を効果的に防止するには、生産ワークフローのどこで、どのように傷が発生するかを理解することから始まります。主な犯人が必ずしも明らかであるとは限りません。摩耗は、スタンピングダイからの部品の取り出し中、作業間の取り扱いや搬送中、トートビンやコンテナ内での作業中、バリ取りなどの二次プロセス中、さらには最終梱包中にも発生する可能性があります。ステンレス鋼の固有の硬度は、変形に強い一方で、圧力下で 2 つの金属表面が互いにスライドし、材料が転写され、目に見える傷が生じると、驚くほどかじりや傷がつきやすい場合があります。これらの摩擦点を認識することが、的を絞った対策を実施するための第一歩となります。
プロアクティブな戦略: 根源からの予防
損傷の軽減は、製造プロセスの最初の段階から開始する必要があります。目標は、表面接触を制御、緩衝、または排除する環境を作り出すことです。
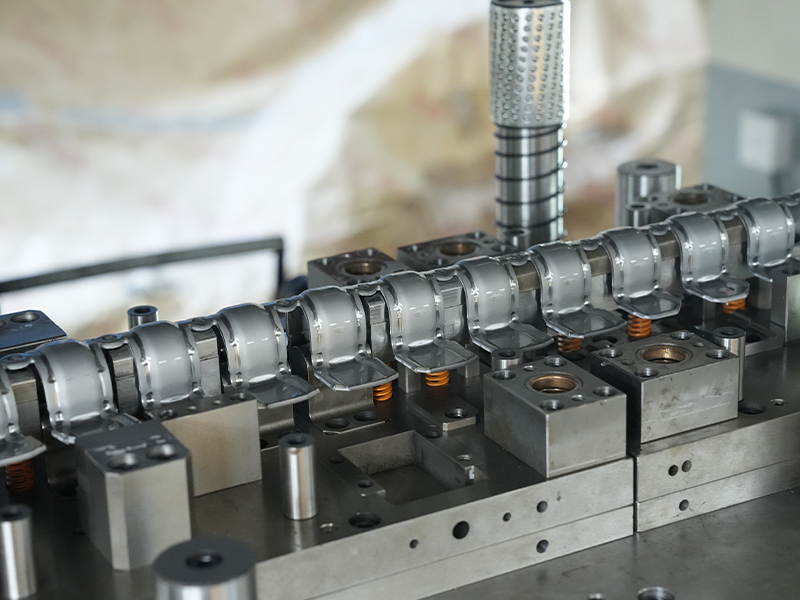
保護のための工具と金型の設計
スタンピング金型自体の設計とメンテナンスが重要です。主な実践方法は次のとおりです。
- 部品の重要な表面と接触する領域に高品質の表面仕上げ (#8 鏡面研磨など) を施した研磨されたダイ表面を利用します。
- 部品に傷を付けるバリや不完全性を生じる可能性のある摩耗に耐えるために、硬化工具鋼や超硬インサートなどの適切な金型材料を指定します。
- 窒素スプリングまたはクッション付きピンを使用した制御された排出システムを実装し、部品がスムーズにリリースされ、スチール表面を引きずらないようにします。
- 窒化チタン (TiN) やダイヤモンドライク カーボン (DLC) などの特殊なコーティングを金型コンポーネントに適用して、摩擦や凝着摩耗 (かじり) を軽減します。
材料とプロセスの選択
適切なステンレス鋼グレードとプロセスパラメータを選択すると、表面の感度に大きな影響を与える可能性があります。焼きなましまたは柔らかい焼き戻しは、完全に硬い材料よりも傷がつきやすい可能性がありますが、成形は容易です。保護フィルム、スタンピング前にコイルストックに適用される一時的な剥離ポリマー層、または傷防止添加剤を含む液体潤滑剤のいずれかを使用すると、成形および取り扱い中に犠牲バリアが形成されます。
プロトコルの処理: 人間とワークフローの要素
たとえ完璧な工具を使用していても、不適切な取り扱いは損傷の主な原因となります。高級部品の場合、厳格な取り扱いプロトコルを確立して実施することは交渉の余地がありません。
- オペレーターのトレーニング: 担当者は、指紋や直接の金属接触を防ぐために、清潔で糸くずの出ない綿またはニトリルの手袋を着用する必要があります。部品をエッジや重要でない表面で扱うように訓練する必要があります。
- ワークステーションの設計: すべてのワークステーション、検査エリア、および梱包ステーションで、パッド入りの非研磨性の表面 (PVC、フェルト、またはシリコンマットなど) を使用します。
- 部品の分離と保管: スタンプされた部品を大量に転がしたり、こすったりしないでください。セパレータ、ディバイダ、またはトレイの個別のスロットを使用します。工程内で保管する場合は、保護用の合紙またはフォームを挟んで部品を積み重ねてください。

二次操作のための制御された環境
溶接、研削、研磨、洗浄などのプロセスには高いリスクが伴います。これらの作業は、清潔な組み立てエリアから物理的または時間的に隔離してください。炭素鋼や研磨片による相互汚染を防ぐために、専用の工具と固定具を使用する必要があります。たとえば、ステンレス鋼専用のワイヤーホイールやブラシを使用します。不均一な傷を引き起こす可能性がある手動のスクラブよりも、自動洗浄システム (超音波、不動態化) が推奨されます。
パッケージング: 最後の防御層
梱包は、出荷を通じて表面の完全性を維持するための最後の重要なステップです。パッケージングは部品を完全に固定する必要があります。一般的な効果的な方法は次のとおりです。
| 梱包方法 | 最適な用途 | キーマテリアル |
| VCI (揮発性腐食防止剤) パッケージング | 腐食や軽摩耗の防止 | VCI 紙、フォーム、またはフィルム |
| カスタムフォームキャビティ | 高価な部品や複雑な形状の繊細な部品 | ポリエチレンまたはポリウレタンフォーム |
| 区画化されたプラスチックトレイ | 大量の小~中部品 | 静電気拡散性または導電性プラスチック |
| エッジプロテクター付きシュリンク/ストレッチラップ | 大きくて平らな部品または組み立てられたユニット | 発泡コーナーガード付きポリエチレンフィルム |
検査・選別・是正措置
表面欠陥を見つけて対処するには、堅牢な品質管理プロセスが不可欠です。検査は、スタンピング後、二次加工後、最終梱包前などの重要な段階で、制御された照明 (多くの場合 LED 白色光) の下で行う必要があります。表面の傷についてサンプルベースの明確な品質限界 (AQL) を確立し、許容される長さ、深さ、位置を定義します。不適合な部品は隔離する必要があります。軽微な欠陥の場合、再加工には、徐々に細かい研磨剤(たとえば、スコッチブライトベルトから微粒子のバフ研磨剤まで)を使用する、管理された承認された研磨手順を使用できますが、重要な寸法が変化しないように慎重に管理する必要があります。
表面意識の文化を構築する
結局のところ、傷を防ぐのは、 ステンレスプレス部品 は単一ステップで解決するものではなく、包括的なシステムです。初期設計およびツーリングエンジニアリングから出荷ドックに至るまで、統合的な考慮事項が必要です。最も成功しているメーカーは、プレスオペレーターから包装専門家に至るまで、チームメンバー全員が表面の完全性を維持する上での役割を理解する文化を育んでいます。これは、継続的なトレーニング、取り扱いに関する明確な標準作業手順 (SOP)、および適切な保護材料と機器への投資によって達成されます。これらをコストとしてではなく、製品の品質と顧客満足度にとって不可欠な保護手段として捉えます。











