 简体中文
简体中文


精密バルブハウジング製造のコア技術
高精度 打ち抜き鉄製ソレノイドバルブハウジング 複雑な形状の順送金型スタンピング、円筒形状の精密深絞り、寸法精度を高める多段階成形の 3 つの基本的な製造プロセスに依存しています。これらのプロセスは、次の許容レベルを達成します。 ±0.05mm 内部の壁厚の均一性を維持しながら ±0.02mm 。高度なツーリング、材料科学、プロセス制御の組み合わせにより、最大使用圧力に耐えるハウジングの製造が可能になります。 10MPa からの温度範囲 -40℃~150℃ .
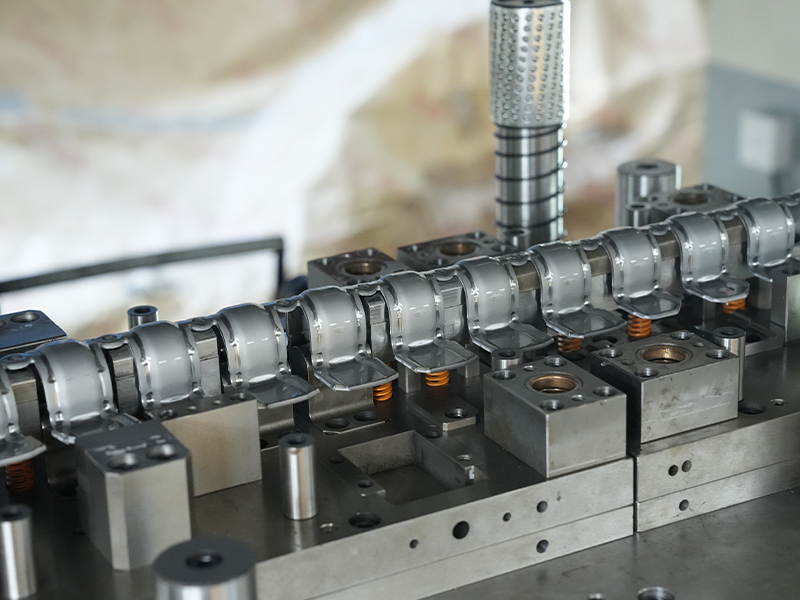
複雑な形状の順送金型スタンピング
順送金型スタンピングは、複雑な形状を備えたソレノイド バルブ ハウジングを製造するための主要な方法です。このプロセスでは、単一の金型ステーションで実行される一連の同期操作を通じて、平らな金属ストリップが完成したコンポーネントに変換されます。
ダイの設計とステーションの構成
バルブ ハウジング製造用の典型的な順送金型には次のものが含まれます。 12~20連 、それぞれが特定の操作を実行します。
- パイロットホールとガイド機能
- ブランキングおよびピアッシング作業
- 成形と曲げのシーケンス
- 表面仕上げのためのコイニング
- カットオフと部品分離
マテリアルフローとストリップ管理
キャリア ストリップは、進行全体にわたってコンポーネントの位置決め精度を維持します。最適なストリップ幅比の範囲は次のとおりです。 1.2~1.5倍 部品幅を確保し、材料の無駄を最小限に抑えながら安定した搬送を実現します。送り進行精度は以下の範囲内に維持する必要があります ±0.02mm すべてのステーションにわたって累積的な公差制御を維持します。
円筒形ハウジングフォームの精密深絞り加工
深絞り加工により、ソレノイド バルブ ハウジングの本体を形成する円筒形または長方形のエンクロージャが作成されます。このプロセスでは、破れ、しわ、厚さの変化を防ぐために、材料の変形を注意深く制御する必要があります。
描画比率の制限
バルブハウジングに一般的に使用される低炭素鋼の限界絞り比 (LDR) は、通常、次の範囲です。 2.0~2.3 最初の抽選に向けて。後続の再描画操作では、次の比率が達成されます。 1.3~1.5 。ハウジングの奥行きが超える場合 50mm 、材料の延性を回復するために中間焼鈍を行う複数の絞り段階が必要になります。
| パラメータ | 最初の抽選 | 2回目の抽選 | 3回目の抽選 |
|---|---|---|---|
| 延伸倍率 | 2.0~2.3 | 1.3~1.5 | 1.2-1.3 |
| ブランクホルダーフォース | 印刷能力の 15 ~ 20% | 印刷能力の 12 ~ 18% | 印刷能力の 10 ~ 15% |
| パンチ速度 | 150~200mm/秒 | 200~250mm/秒 | 250~300mm/秒 |
ツーリング表面の要件
パンチとダイの表面には、次の範囲の表面粗さの値が必要です。 Ra0.4~0.8μm かじりを防ぎながら摩擦を最小限に抑えます。パンチコーナーの半径遷移は維持する必要があります 4~6回 応力集中と亀裂のリスクを軽減するために材料の厚さを調整します。
寸法精度を高めるための多段階冷間成形
冷間成形作業は、最初のスタンピングおよび絞りプロセスの後にハウジングの形状を改良します。これらの作業には、ソレノイドのアセンブリに必要な正確な公差を達成するためのサイジング、コイニング、およびアイロンがけが含まれます。
肉厚コントロールのためのアイロン掛け
しごき加工により壁の厚さが減り、高さが増加し、ソレノイド用途における磁束の一貫性にとって重要な均一性が達成されます。一般的なアイロンがけの削減範囲は次のとおりです。 20%~30% ステージごとの元の壁の厚さ。必要なバルブハウジングの場合 1.5mm 最終的な壁の厚さ、出発材料 2.0mm 中間の応力除去を伴うアイロン操作を 2 回行います。
表面仕上げとディテールのためのコイニング
コイニング作業では、取り付けネジ、シール面、識別マークなどの細部を刻印します。このプロセスでは、次のような圧力がかかります。 800~1200MPa の表面仕上げを作成します。 Ra0.2~0.4μm 重要なシール領域に。圧縮された材料の密度は次のように増加します。 2%~5% 、強度と耐食性が向上します。
材料の選択と準備
製造プロセスは、適切な材料仕様から始まります。 DC04 または DC05 グレードなどの低炭素鋼は、ソレノイド バルブ ハウジングの成形性と強度の最適なバランスを提供します。
機械的特性の要件
原材料の仕様は次の厳格なパラメータを満たす必要があります。
- 降伏強度: 180~240MPa
- 引張強さ: 270~350MPa
- 伸び: 最低 38%
- r値(塑性ひずみ比): 最小1.8
- n値(ひずみ硬化指数): 0.18~0.24
表面品質と潤滑
受け入れられる材料は以下の表面粗さを示す必要があります Ra1.6μm を超える欠陥がないこと 0.1mm 深さ。リン酸塩処理コーティングと石けん潤滑剤による事前潤滑により、摩擦係数が低下します。 0.08~0.12 、表面を損傷することなく複雑な成形を可能にします。
熱処理と応力緩和
冷間加工により、寸法安定性と磁気特性に影響を与える残留応力が生じます。制御された熱処理プロセスにより、幾何学的精度を維持しながら材料の特性が復元されます。
プロセス間アニーリング
深絞り段階の間に、バッチ焼鈍 680℃~720℃ のために 2~4時間 粒子構造を再結晶化させます。この処理により硬度が低下します。 85HRB に 55HRB 亀裂を生じさせることなくその後の成形作業を可能にします。保護雰囲気制御により酸化を防止し、後続の処理のための表面品質を維持します。
最後のストレス解消
最終的なストレス解消 550℃~600℃ のために 1~2時間 重要な用途の寸法を安定させます。この処理により残留応力レベルが軽減されます。 70% ~ 85% 、加工または組み立て作業中の歪みを防ぎます。
品質管理と検査プロトコル
製造精度には多段階にわたる総合的な検査が必要です。統計的プロセス管理により、上記の能力指数 (Cpk) を維持します 1.33 のために critical dimensions.
プロセス中の監視
順送金型にはセンサー監視が組み込まれています。
- パンチ力変動(公差) ±5% )
- ストリップ送り精度(ストロークごとに監視)
- 部品排出確認
- 工具温度(アラーム時) 80℃ )
寸法検証
座標測定機は、サンプル周波数の重要な寸法を検証します。 30分ごと 本番稼働中。主な測定値には内径 (公差) が含まれます。 ±0.03mm )、同心度( 0.05mm TIR )、取付面の直角度( 0.02mm )。
機能テスト
サンプルハウジングは次の場所で圧力テストを受けます。 1.5倍 最大使用圧力 30秒 最小期間。漏れ率は以下を超えてはなりません 1×10⁻⁴ mbar・l/s ヘリウム質量分析計でテストした場合。
表面仕上げと保護
最終表面処理により、耐食性と作動油との適合性が保証されます。仕上げの選択は、特定のアプリケーション環境によって異なります。
亜鉛系コーティング
電気めっき亜鉛コーティング 8~12μm 厚さにより犠牲的な腐食保護が提供されます。三価クロム化合物による不動態化処理により、耐塩水噴霧性が向上します。 240時間 ASTM B117 テストによる。
有機コーティング
粉体塗装の用途 60~80μm 厚さにより耐薬品性と電気絶縁性が得られます。で硬化 180℃~200℃ 定格のコーティング密着性を保証します。 5B ASTM D3359 クロスハッチテストによる。
プロセスの統合と自動化
現代の製造では、自動搬送システムを通じて複数のプロセスが統合されています。スタンピングプレス、熱処理炉、仕上げステーション間のロボットハンドリングにより、生産率を維持しながらハンドリングによる損傷を軽減します。 1時間あたり800~1200個 .
搬送システムの設計
3 軸搬送システムは、次の工程間でコンポーネントを位置決め精度で移動します。 ±0.05mm 。真空または磁気グリッパーの選択は、コンポーネントの形状と表面仕上げの要件によって異なります。転送タイミングはプレスサイクルと同期し、アイドル時間を最小限に抑えます。
データ統合
製造実行システムは各操作からプロセス パラメータを収集し、完全なトレーサビリティ レコードを作成します。このデータにより、寸法変動が発生した場合の根本原因の迅速な分析が可能になり、トラブルシューティングの時間が短縮されます。 60%~75% 分離されたプロセスの監視と比較して。
一般的な欠陥と予防戦略
潜在的な製造欠陥を理解することで、プロセス調整による事前の予防が可能になります。
| 欠陥の種類 | 原因 | 予防方法 |
|---|---|---|
| しわが寄る | ブランクホルダーの力が不十分です | 力を10~15%増加 |
| 引き裂く | 過絞り率 | 中間焼鈍段階を追加 |
| スプリングバック | 高い材料強度 | 2〜3度オーバーベンドする |
| かじり | 工具と材料の接着 | 工具にPVDコーティングを施す |
工具のメンテナンスと寿命管理
工具はバルブ ハウジング製造における最大の資本投資を表します。適切なメンテナンスにより、品質の一貫性を維持しながら金型の寿命が延びます。
金型材料の選択
パンチとダイのコンポーネントには、摩耗の激しい領域に DC53 や SKH-51 などの工具鋼が使用されています。硬度の仕様範囲は次のとおりです。 58~62HRC のために cutting edges and 60~64HRC のために forming surfaces. Submicron carbide inserts extend life in critical wear zones by 300% ~ 500% .
メンテナンススケジュール
予防メンテナンスは、定義された間隔で実行されます。
- 毎日: 清掃し、損傷がないか点検します。
- 毎週: 重要な寸法を測定する
- 毎月: 半径を研磨し、刃先を再研磨します。
- 四半期ごと:完全な分解とコーティングの更新
メンテナンスの行き届いた順送金型が実現する 500万~1000万 大規模改修前にストロークを調整し、個々のコンポーネントを交換して摩耗の進行を管理します。











